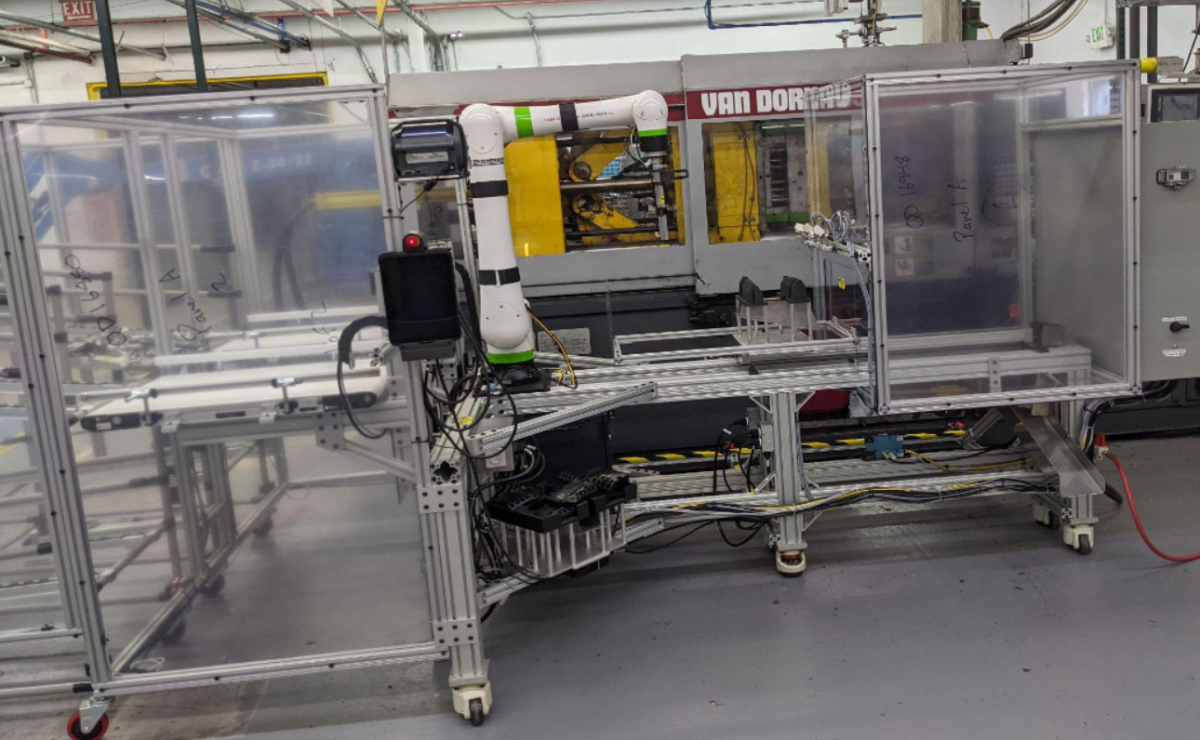
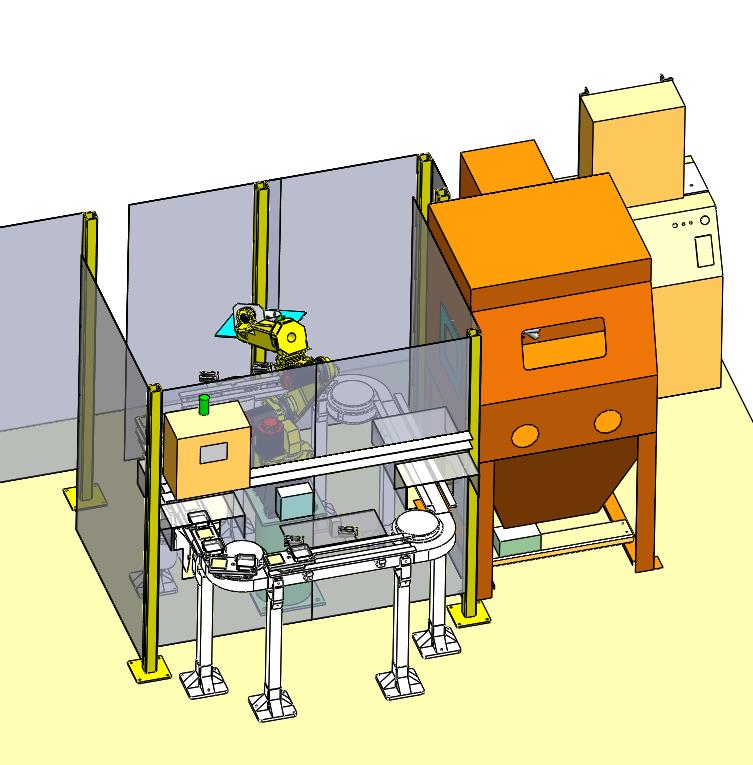
MJ Engineering custom designed and built a portable robotic cell for the automotive and appliance industries. This robotic cell is used for applying a single part epoxy to both automotive and appliance components. Based off a customer supplied 2D, Auto CAD print, we first created Solidworks 3D models of the cell, ensuring that the design met all of our client’s unique product requirements. We also designed the end of arm tooling (EOAT) which possessed built-in temperature control capabilities.
In addition, MJ Engineering also designed and built the epoxy delivery system, which included a number of unique components and features, such as a high-pressure main valve, flexible tubing, and a high-pressure rotary union and metering valve. The cell meets tight tolerances for placement of the adhesive. The cell size is 48-in wide, 48-in deep and 84-in high.
Once assured that our custom designed robotic cell fulfilled all of our customer’s precise product requirements, we then installed this unit in our client’s facility in Coshocton, Ohio. This robotic cell was ready to start up immediately after installation was complete. We also provided our client with comprehensive hard copy and electronic documentation for this unit.
This portable robotic cell contained multiple controlled heating zones for constant viscosity of epoxy delivery, consistent bead size from tray to tray, and changeable epoxy nozzles for specific applications. This cell also allowed for controlled bead of epoxy in tight tolerance patterns on stamped metal parts, providing a speed and consistency that is not capable with traditional manual procedures.
Our robotic cell additionally allowed for storage and easy retrieval of multiple programs, which helps eliminate set-up time for operators. Our automated robotic cell provided our clients higher quality products in reduced production time.
Project Description
This Custom Designed Robotic Cell is used for applying a single part epoxy to automotive & appliance components.
Capabilities Applied/Processes
Cell Design
- Conception of Cell that Meets Unique Production Requirements
- Create SolidWorks 3D Models of Cell Concept
- End of Arm Tooling (EOAT) Design Integrated w/ Temperature Control
Delivery System Design
- Design of Epoxy Delivery System
- High Pressure Main Valve
- Flexible Tubing
- Hi-Pressure Rotary Union
- High Pressure Metering Valve
Installation
Start-Up
Documentation Provided in Hardcopy and Electronically
Training Provided for Operations and Maintenance
Features/Benefits
Features
Utilizes FANUC LR Mate 200iB Inverse Mounted
Portable Cell
Applies Controlled Bead of Epoxy in Tight Tolerance Pattern on Stamped Metal Parts
Contains Multiple Controlled Heating Zones
•Creates Constant Viscosity of Epoxy for Delivery
Parts are Manually Loaded into Precision Holding Trays
Provides Consistent Bead Size from Tray to Tray
Changeable Epoxy Nozzles for Specific Applications
Benefits
Vision System Provides Accurate & Repeatable Placement on the Processing Conveyor
Greatly Reduces need for Destructive Testing
More Info
Overall Cell Dimensions
Width: 48″
Height: 84″
Depth: 48″
Pattern Size Capabilities
Ø2″ to ø8″
Tightest Tolerances
Position of Bead: ±.04mm/±.0016″
Material Used
Single Part Epoxy
Industry for Use
Automotive
Appliance
Delivery Location
Coshocton, Ohio
Standards Met
Customer supplied print, 2D Auto CAD Drawing
Product Name
Custom Designed Robotic Cell for Epoxy Application